
High-Performance Powder Coating vs. Traditional Finishes: An Industrial Comparison
- 2 hours ago
- 11 min read
A coating failure isn't just an aesthetic flaw; it is a structural liability that can compromise an entire industrial supply chain. You've likely dealt with the frustration of premature product corrosion in harsh outdoor environments or the escalating maintenance costs associated with chipped and faded liquid finishes. Meeting strict durability and environmental standards, such as the EU REACH regulations or ASTM D1654-24, is no longer optional for global manufacturers who value stability and logistical competence.
Choosing a high-performance powder coating offers a strategic engineering advantage, providing a functional protective barrier that far exceeds the capabilities of traditional liquid paint. You'll discover why this technology is the superior choice for industrial durability and how it stacks up against specialized coatings in real-world applications. This comparison breaks down the technical differences between high-performance powder coating and traditional finishes, focusing on long-term product integrity and compliance with rigorous industry benchmarks. We'll examine the methodical shift toward thermoset resins and the procedural accuracy required to achieve a resilient, professional-grade surface.
Table of Contents
Comparative Analysis: High-Performance Powder Coating vs. Liquid Industrial Paint
Engineering Durability: How Advanced Coatings Resist Environmental Stress
Selecting the Optimal Industrial Finish: Powder, Ceramic, or Enamel?
Optimizing the OEM Lifecycle: Integrating High-Performance Coatings into Production
What Defines High-Performance Powder Coating in 2026?
Industrial durability relies on the integrity of the protective barrier applied to metal substrates. Powder coating is a dry finishing process that utilizes finely ground particles of pigment and polymer resin. Unlike liquid paint, it requires no solvent to keep the binder and filler parts in a liquid suspension form. By 2026, the distinction between standard decorative finishes and high-performance powder coating has become critical for global manufacturers. High-performance grades are engineered to withstand mechanical stress and chemical exposure that would cause standard finishes to fail within months.
The application relies on electrostatic spray deposition (ESD). A spray gun applies an electrostatic charge to the powder particles, which are then attracted to the grounded part. This process ensures a uniform thickness across complex geometries, including sharp edges and recessed areas where liquid paint often thins out. This consistency is vital for meeting international standards like ASTM D3451-24. Modern 2026 manufacturing protocols prioritize these VOC-free finishes to ensure compliance with the EU REACH regulation, which now includes 253 substances of very high concern. Eliminating hazardous waste during the coating stage streamlines the supply chain and reduces environmental liability.
The Chemistry of High-Performance Resins
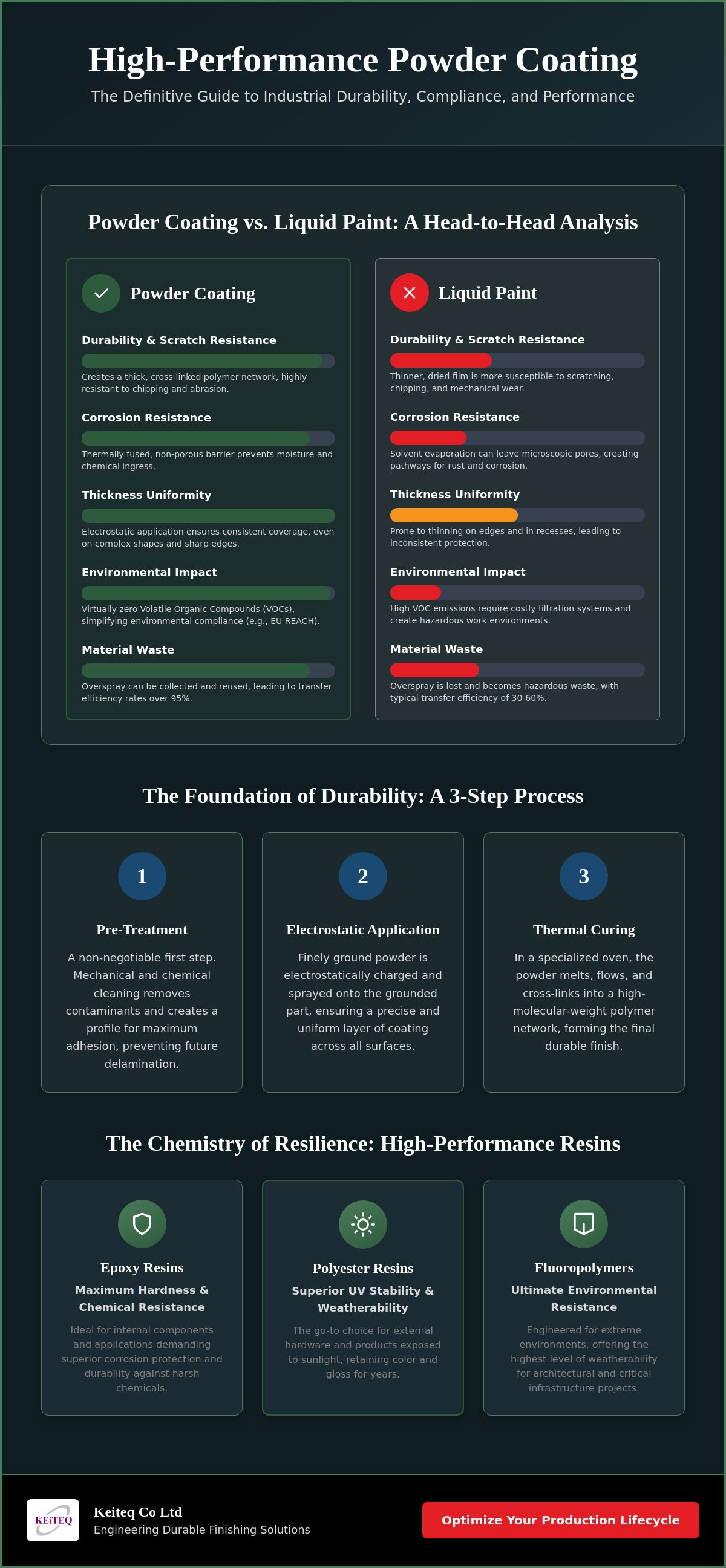
The selection of a resin base dictates the functional limits of the finish. Epoxy resins provide superior corrosion resistance and hardness, making them ideal for internal components. Polyester resins offer better UV stability for external hardware. For extreme environments, fluoropolymers provide the highest level of weatherability. During the curing process in a specialized oven, these resins undergo cross-linking. This chemical reaction creates a high molecular weight polymer network that is significantly more durable than a simple dried film. Additives are integrated into these formulations to provide specific properties, such as enhanced UV stabilization or antimicrobial surfaces, ensuring the product remains functional throughout its intended lifecycle.
Essential Pre-treatment Processes
A high-performance finish is only as reliable as its bond to the substrate. Proper surface preparation is a non-negotiable step in industrial production. Mechanical cleaning, such as sandblasting, removes surface oxidation and creates a profile for mechanical anchoring. Chemical pre-treatments, including degreasing and phosphating, ensure the metal is free of oils and contaminants. This methodical approach is critical for complex assemblies like outdoor payment terminal enclosures. Without rigorous pre-treatment, even the most advanced high-performance powder coating will eventually delaminate. Consistent adhesion testing ensures that the final product meets the durability requirements of the factory floor and the boardroom alike.
Comparative Analysis: High-Performance Powder Coating vs. Liquid Industrial Paint
Liquid paint is often the legacy choice for industrial finishing, but it introduces vulnerabilities that modern engineering cannot ignore. Traditional liquid systems rely on solvents to keep pigments and binders in suspension. As these solvents evaporate, they often leave behind microscopic pores that invite moisture and chemical ingress. In contrast, high-performance powder coating creates a dense, non-porous barrier through thermal fusion. This structural difference results in vastly superior resistance to chipping, scratching, and mechanical wear. While liquid paint might look acceptable upon application, it lacks the long-term resilience required for heavy-duty industrial components.
Environmental compliance is another critical differentiator. Liquid industrial paints emit significant levels of Volatile Organic Compounds (VOCs), necessitating expensive filtration systems and hazardous waste disposal protocols. The Powder Coating Institute notes that powder systems are virtually VOC-free, which simplifies regulatory adherence for global manufacturers. This shift toward dry finishes isn't just an environmental choice; it's a strategic move to reduce insurance premiums and operational risks associated with flammable solvents. Integrating these advanced finishes into mass production management workflows ensures a cleaner, safer, and more efficient factory floor.
Efficiency in production directly impacts the bottom line. Powder coating processes offer higher material utilization rates because overspray can be reclaimed and reused. In liquid systems, overspray is lost to filters and atmosphere, often resulting in waste levels exceeding 50%. When you analyze the cost-benefit over the entire product lifecycle, powder coating consistently outperforms liquid paint by reducing the frequency of maintenance and the risk of premature field failures.
Performance Metrics and Physical Properties
Flexibility and impact resistance are hallmark traits of high-performance powder. Liquid paint is inherently brittle; it tends to crack or flake when the underlying metal expands, contracts, or sustains an impact. Powder coatings exhibit high elasticity, allowing the finish to bend with the substrate without losing adhesion. Furthermore, powder coating provides superior edge coverage. Liquid paint naturally pulls away from sharp corners due to surface tension, leaving edges vulnerable. Powder wraps around complex geometries, ensuring consistent protection across every millimeter of the part.
Application Efficiency in Mass Production
Automation is the standard for modern OEM assembly lines. Robotic powder application ensures repeatable film thickness with surgical precision. Most industrial applications achieve the desired mil thickness in a single pass, whereas liquid paint may require multiple coats and lengthy flash-off periods. Overspray recovery systems reduce material waste to less than 5%, a stark contrast to the massive waste generated by liquid spray booths. This efficiency allows for faster throughput and lower per-unit finishing costs in high-volume production environments.
Engineering Durability: How Advanced Coatings Resist Environmental Stress
Industrial hardware must maintain structural integrity under persistent environmental stress. The primary function of high-performance powder coating is to provide a resilient barrier against oxidation, moisture, and chemical exposure. Unlike standard finishes, these advanced formulations are engineered to prevent the subsurface migration of corrosion. This is a critical requirement for protective coatings for outdoor hardware, where even a minor breach in the surface can lead to rapid substrate failure. By 2026, the industry has standardized on coatings that offer high cross-link density, which effectively seals the metal from reactive elements in the atmosphere.
UV stability is equally vital for external applications. Prolonged exposure to solar radiation can cause traditional liquid paints to undergo "chalking," a process where the polymer binder breaks down and leaves a powdery residue. High-performance polyester and fluoropolymer powders utilize advanced UV absorbers to prevent this degradation. This ensures the finish retains its mechanical properties and aesthetic clarity over decades. Additionally, these coatings must demonstrate chemical resistance to withstand industrial cleaning agents, fuels, and environmental pollutants. A methodical selection process ensures the coating chemistry matches the specific stressors of the deployment site.
Salt Spray and Weathering Standards
Reliability is verified through standardized testing protocols. ASTM B117 remains the benchmark for salt spray testing, simulating years of coastal or industrial exposure in an accelerated timeframe. Evaluation of these specimens often follows ASTM D1654-24 to determine the extent of corrosion creepage from a scribe mark. Accelerated weathering tests, such as those governed by ASTM D4587-23, use fluorescent UV-condensation cycles to predict long-term outdoor performance. An increase in dry film thickness typically yields a proportional rise in the number of hours a substrate can withstand salt spray exposure before showing signs of red rust or creepage. These metrics provide the empirical data necessary for procurement officers to make informed durability claims.
Specialized Solutions for Harsh Environments
Certain installations require specialized formulations beyond standard industrial grades. Marine-grade powder coatings are essential for equipment located within five miles of a coastline, where salt concentrations are highest. These systems often utilize a zinc-rich primer layer to provide sacrificial protection to the metal. For public-facing equipment, anti-graffiti coatings offer a high-density surface that prevents paints and markers from bonding. This capability is a cornerstone of outdoor payment terminal manufacturing, where equipment must resist both environmental wear and intentional vandalism. These high-performance finishes ensure that functional hardware remains operational and professional in appearance despite extreme conditions.
Selecting the Optimal Industrial Finish: Powder, Ceramic, or Enamel?
Choosing the right industrial finish requires a methodical evaluation of the end-use environment and the substrate's thermal limits. While high-performance powder coating serves as the versatile standard for most industrial hardware, specific applications demand the specialized properties of ceramic or enamel coatings. The decision matrix typically prioritizes three factors: operating temperature, chemical exposure, and mechanical flexibility. Engineering teams must match the coating's chemical base to the operational reality of the factory floor to prevent premature failure.
Powder systems provide an excellent balance of impact resistance and aesthetic variety. They are the primary choice for components that require a durable protective barrier without the extreme cost of specialized inorganic coatings. However, when a project moves into the territory of extreme friction or corrosive chemical storage, engineers must look toward ceramic or enamel alternatives. Each material offers a distinct set of mechanical properties that affect the product's total lifecycle cost and maintenance schedule.
When to Choose Ceramic over Powder
Ceramic coatings are engineered for environments where temperatures regularly exceed 1000°F. Unlike polymer-based powders that may degrade or off-gas at these levels, ceramics maintain their structural integrity and thermal barrier properties. They're often applied as thin-film coatings, which is a significant advantage in aerospace or specialized engine components where tight tolerances are mandatory. If a high-performance powder coating is too bulky at its typical 2 to 4 mil thickness, a ceramic finish provides the necessary protection within a much thinner profile. These coatings also offer superior surface hardness, which effectively reduces wear in high-friction mechanical assemblies.
Enamel Coating: The Heavy-Duty Alternative
Enamel coating, often referred to as porcelain enamel, creates a glass-like barrier by fusing inorganic materials to a metal substrate at high temperatures. This finish provides near-total immunity to harsh chemicals and extreme heat, making it the preferred choice for industrial storage tanks and heavy-duty processing equipment. It's important to recognize the trade-off in mechanical properties. While powder coatings are flexible and resist cracking during substrate expansion, enamel is inherently brittle. It can chip under heavy impact or mechanical torque. For stationary equipment in highly corrosive chemical environments, the chemical immunity of enamel outweighs the flexibility of powder.
Selecting the wrong finish leads to premature failure and increased replacement costs. If you need assistance determining the right specification for your production line, you can explore our professional powder coating and industrial finishing services to ensure long-term reliability and compliance with global standards.
Optimizing the OEM Lifecycle: Integrating High-Performance Coatings into Production
Successful industrial production requires a holistic approach where finishing is treated as a core engineering requirement rather than a final aesthetic step. The integration of finishing processes into the initial design phase is a hallmark of logistical competence. When engineers utilize Design for Manufacturing (DFM) principles, they account for how a part's geometry affects coating uniformity. For example, deep recesses can trigger the Faraday cage effect, where the electrostatic charge prevents powder from reaching interior corners. Addressing these challenges during the design stage ensures that the high-performance powder coating provides a continuous, uncompromised barrier across the entire substrate.
Coordination between different production stages is vital to prevent surface defects. Contaminants from diecasting or metal stamping, such as residual oils or mold release agents, can compromise adhesion if not properly managed. By leveraging integrated product R&D and manufacturing, OEMs can select their finishing specifications early in the development cycle. This proactive strategy allows for the testing of chemical compatibility between the substrate and the coating chemistry, ensuring the final product meets the intended durability standards without costly late-stage revisions.
Streamlining the Assembly Process
Precision components require rigorous masking strategies to protect functional areas like threaded holes, mating surfaces, and electrical contact points. In high-volume production, these masking protocols must be repeatable and efficient to avoid bottlenecks. For complex builds like outdoor payment terminals, the finishing stage is a critical link in the OEM assembly workflow. Synchronizing the coating line with the assembly schedule reduces lead times and minimizes the risk of transit-related damage to finished parts. Localizing these services within a single facility further stabilizes the supply chain by reducing logistical hand-offs and secondary packaging requirements.
Quality Assurance in High-Volume Production
Maintaining consistency across thousands of units requires disciplined quality control protocols. Batch-to-batch color matching is managed through spectrophotometric analysis to ensure visual uniformity. Gloss measurement and cross-hatch adhesion tests are performed at regular intervals to verify that the mechanical properties of the finish remain within specification. We utilize non-destructive testing methods, such as magnetic or eddy current gauges, to measure Dry Film Thickness (DFT) without damaging the part. This methodical oversight ensures full compliance with international standards, including ISO 9001, REACH, and RoHS. By 2026, these procedural accuracies are mandatory for any manufacturer serving as a dependable pillar within a global supply chain.
Future-Proofing Industrial Reliability through Strategic Finishing
Success in the 2026 industrial landscape requires more than surface-level aesthetics. It demands a methodical approach to surface protection that balances environmental compliance with long-term mechanical stability. By prioritizing high-performance powder coating early in the design phase, manufacturers effectively mitigate the risks of premature corrosion and escalating maintenance costs. Whether your application requires the flexibility of thermoset resins, the heat resistance of ceramics, or the chemical immunity of enamel, the choice of finish remains a decisive factor in a product's total lifecycle performance.
Keiteq provides the technical expertise and logistical competence needed to navigate these complex finishing requirements. We specialize in outdoor payment terminal assembly for harsh environments, offering a seamless transition from initial R&D to mass production. Our facilities are equipped to handle diverse industrial needs, including specialized enamel, ceramic, and powder coating applications. Contact Keiteq for Expert Industrial Coating and OEM Assembly Solutions to ensure your next production run meets the highest standards of durability and procedural accuracy. We're ready to serve as your dependable partner in the global supply chain.
Frequently Asked Questions
What is the lifespan of high-performance powder coating in outdoor environments?
High-performance powder coating typically lasts between 15 and 20 years in outdoor environments when using advanced fluoropolymer or polyester resins. The actual lifespan depends on the intensity of UV radiation and proximity to corrosive saline conditions. Proper application ensures the finish resists chalking and fading significantly longer than traditional liquid alternatives, maintaining both structural integrity and aesthetic clarity.
Can powder coating be applied to both aluminum and zinc diecast parts?
Powder coating is effectively applied to both aluminum and zinc diecast parts. These substrates are common in industrial manufacturing due to their ability to form complex geometries. It's essential to use proper pre-heating cycles during the process to prevent outgassing. This procedural accuracy prevents surface pinholes and ensures a smooth, professional finish on diecast components.
Is high-performance powder coating more expensive than liquid paint?
The initial application cost of high-performance powder coating is often comparable to high-quality liquid systems, but it offers a lower total lifecycle cost. Efficiency gains come from reduced material waste and the elimination of hazardous solvent disposal fees. The superior durability also reduces the frequency of field repairs and maintenance, providing a better long-term return on investment for OEMs.
How does powder coating thickness affect part tolerances in assembly?
Standard powder coatings typically range from 2 to 4 mils in thickness, which can impact tight assembly tolerances. Engineering teams must account for this additional layer during the design for manufacturing phase. For precision components, masking or specialized thin-film coatings ensure that threaded holes and mating surfaces remain within specification. This planning is vital for the successful assembly of complex industrial hardware.
What is the difference between thermoset and thermoplastic powder coatings?
Thermoset powder coatings undergo a chemical cross-linking reaction during the curing process to create a permanent, heat-resistant bond. Thermoplastic powders simply melt and flow when heated; they can be remelted if necessary. Thermoset resins are the industrial standard for high-performance applications due to their superior structural integrity and resistance to chemical degradation.
Can high-performance powder coating be used for electrical insulation?
High-performance powder coating serves as an effective dielectric barrier for electrical insulation. Specialized epoxy formulations are frequently used on busbars and electrical enclosures to prevent arcing and short circuits. These coatings provide consistent coverage over sharp edges and corners. This ensures reliable insulation across the entire component surface in high-voltage environments.
How do you repair damaged powder coating on an industrial product?
Repairing damaged powder coating in the field usually requires cleaning the affected area and applying a color-matched liquid touch-up paint. Because powder coating requires high-temperature ovens for curing, it's not possible to re-apply the dry powder to a finished assembly. For severe damage, the part must be stripped and fully recoated in a factory environment to restore its original protective properties.
What pre-treatment is required for high-performance industrial coatings?
Industrial pre-treatment involves a methodical sequence of degreasing, chemical etching, and phosphating to ensure maximum adhesion. Mechanical methods like sandblasting are also used to remove oxidation and create a profile for the high-performance powder coating to anchor to. Skipping these steps results in premature delamination and subsurface corrosion, compromising the product's lifespan.
















Comments