
How to Optimize Injection Mold Design for High-Volume Industrial Manufacturing
- Jul 8
- 12 min read
Updated: 7 days ago
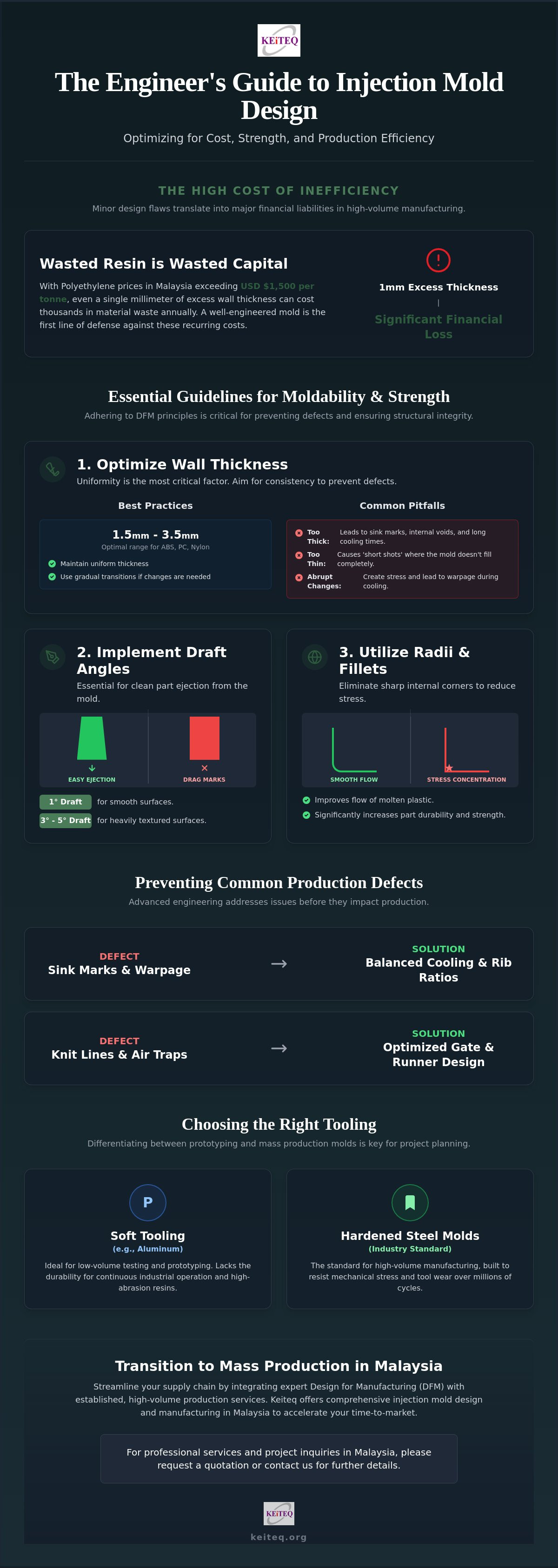
What if a single millimeter of excess wall thickness could cost your business thousands in wasted resin every month? With Polyethylene prices in Malaysia exceeding USD 1,500 per tonne as of July 2026, minor inefficiencies in injection mold design are no longer just technical oversights; they're significant financial liabilities. Every second added to a cycle time directly impacts your bottom line in a high-volume industrial environment.
You've likely seen projects stall because the transition from a digital prototype to a physical tool wasn't optimized for the realities of the factory floor. This comprehensive guide provides a technical framework for designing molds that ensure structural integrity while minimizing production costs. We'll examine the critical rules of Design for Manufacturing (DFM), advanced thermal management, and how leveraging regional manufacturing expertise in Malaysia can streamline your path from design to mass production.
Table of Contents
Understanding the Strategic Role of Injection Mold Design
Injection mold design is the engineering process of creating the specialized tooling required to produce plastic parts via molten material injection. This critical stage dictates the success of the entire injection molding process, serving as the technical foundation for manufacturing cost-efficiency. A well-engineered mold does more than define part shape; it manages heat, controls material flow, and ensures the structural integrity of the final product under high-speed production conditions.
Strategic injection mold design focuses on maximizing long-term production ROI by balancing initial complexity with operational speed. While a multi-cavity mold or a hot runner system requires a higher upfront investment, these features significantly reduce the cost per part over millions of cycles. In a market where resin prices are volatile, optimizing runner systems and wall thicknesses can reduce material waste by significant margins. Every second saved in a production cycle translates into measurable gains in factory throughput and overall profitability. This focus on manufacturing efficiency is shared by specialists like Imagin Products Ltd, who produce high-quality name badges and photo ID cards.
The Impact of Design on Tooling Longevity
Differentiating between soft tooling for prototyping and hardened steel molds for mass production is essential for project planning. Soft tooling is ideal for low-volume testing, but it lacks the durability required for continuous industrial operation. Hardened steel molds are the standard for high-volume manufacturing, as they resist the abrasive nature of certain resins and the mechanical stress of high-pressure injection. Effective thermal management within the mold is vital to prevent tool wear. Inconsistent cooling causes uneven thermal expansion, leading to premature fatigue and structural failure of the mold cavities over time.
Injection Molding in the Product R&D Lifecycle
Integrating moldability checks during the initial product R&D and manufacturing phase prevents costly design revisions later in the schedule. By performing predictive design analysis, engineers can identify potential air traps or knit lines before any steel is cut. This proactive approach reduces the number of physical iterations and accelerates the time to market. When developing complex hardware, the injection mold design must align with assembly requirements like snap-fits or overmolding zones to ensure a seamless fit between components on the assembly line.
Essential Design Guidelines for Moldability and Strength
Structural integrity in mass production is never an accident. It's the result of adhering to fundamental geometric constraints that govern how molten plastic behaves under pressure. In injection mold design, these rules serve as the primary defense against production defects and mechanical failure. When you ignore these principles, you risk high rejection rates and compromise the physical durability of the final assembly.
Optimizing Wall Thickness for Industrial Parts
Uniformity is the most critical factor in wall thickness design. Engineering polymers like ABS, Polycarbonate, and Nylon typically perform best within a range of 1.5mm to 3.5mm. When walls are too thick, cooling times skyrocket, and the risk of internal voids increases. Conversely, walls that are too thin may not fill completely, leading to short shots. It's vital to use gradual transitions when different thicknesses are required; abrupt changes cause differential cooling and lead to visible sink marks. For components intended for secondary processes like powder coating or ceramic coating, wall consistency is even more important. This ensures the part remains dimensionally stable during the high-temperature curing cycles required for industrial finishes. Consulting with our technical team can help you review your part geometry for manufacturability before you finalize your tooling specifications.
The Critical Role of Draft and Radii
Draft angles are essential for the mechanical separation of the plastic part from the steel mold. While a standard 1 degree draft is often sufficient for smooth surfaces, industrial housings with heavy textures or matte finishes frequently require 3 to 5 degrees to prevent drag marks and scuffing. Without adequate draft, the ejection system must work harder, which can lead to part deformation or even damage to the plastic injection mold in Malaysia. Similarly, sharp internal corners are notorious for acting as stress concentrators. Replacing these with generous radii and fillets improves the flow of molten plastic into deep cavities and significantly increases the part's impact resistance. Integrating advanced cooling systems into the mold design further assists in managing the thermal stress often found at these corner junctions.
Structural reinforcement should come from ribs and bosses rather than increased wall thickness. To prevent sink marks on the aesthetic surface, ribs should be designed at approximately 50% to 60% of the thickness of the main wall. Bosses used for screw attachments or alignment pins should be supported by gussets to distribute mechanical loads effectively. These features add necessary stiffness and functional utility without adding the bulk that would otherwise slow down production cycles and increase material costs.
Advanced Engineering: Gates, Runners, and Cooling Systems
High-performance injection mold design requires an internal architecture that manages both material flow and thermal energy with surgical precision. While external part geometry defines the product's form, the gate and runner systems define its structural quality. These components determine how molten resin enters the cavity and how the part cools, directly impacting cycle times and scrap rates in high-volume environments. If the internal plumbing of the mold isn't optimized, the most perfect part design will still fail during mass production.
Gate Design and Placement Strategy
Gate selection is a strategic decision between aesthetic requirements and post-production labor costs. Edge gates are common for simple geometries but require manual trimming. Sub-gates, or tunnel gates, are often preferred for high-volume runs because they're self-degating; the part and runner separate automatically during ejection. For premium industrial components, hot runner systems are the gold standard. They keep the plastic molten within the manifold, eliminating the waste associated with traditional cold runners and significantly reducing material costs over long production cycles.
Strategic gate placement is critical for the structural integrity of complex housings, such as outdoor payment terminal enclosures. These large parts often require multiple gates to ensure the cavity fills completely before the material begins to freeze. Engineers at Keiteq Co Ltd place gates in locations that move knit lines, or weld lines, away from high-stress areas or visible surfaces. If flow fronts meet at a structural mounting point, the resulting weak line can lead to part failure in the field. Precise gate placement also helps minimize air traps by guiding the flow toward established venting points.
Thermal Management and Cooling Efficiency
Cooling typically accounts for more than 70% of the total injection molding cycle time. Optimizing this phase is the most effective way to improve factory throughput. Traditional cooling designs rely on straight-drilled channels, which often leave hot spots in deep cavities or thick sections. These temperature variances are the primary cause of part warpage and internal stress. When one area of a part cools slower than another, the resulting contraction pulls the geometry out of alignment.
Advanced injection mold design now frequently incorporates conformal cooling. These channels follow the exact contour of the part geometry, providing uniform heat extraction across the entire surface area. By maintaining a consistent temperature, you can achieve several key benefits:
Reduced cycle times by up to 30% in specific industrial applications.
Improved dimensional stability and tighter tolerances across high-volume batches.
Lower internal stress, which prevents long-term part deformation and structural failure.
Efficient thermal management doesn't just speed up production. It ensures that every part meets the rigorous quality standards required for global supply chains. A mold that manages heat effectively is a mold that produces consistent, reliable results for years of service.
Addressing Design Challenges to Prevent Production Defects
Defects in high-volume production often stem from a misalignment between part geometry and material physics. Identifying these risks during the injection mold design phase is the most effective way to ensure long-term reliability for industrial hardware. While some imperfections are purely cosmetic, others indicate structural weaknesses that can lead to field failures in demanding environments. Managing these challenges requires a disciplined approach to how features like ribs, bosses, and holes are integrated into the overall assembly.
Combating Sink and Voids
Sink marks occur when internal mass cools slower than the surface, pulling the exterior wall inward. To mitigate this, a standard rule of thumb is to keep rib thickness between 50% and 60% of the nominal wall thickness. If ribs are too thick, the resulting thermal mass creates depressions on the opposite side of the part. In cases where high strength is non-negotiable, engineers should use cored-out sections. This technique maintains structural integrity while reducing the overall mass that requires cooling. Adjusting gate pressure and extending cooling times can compensate for thicker sections, but these adjustments often increase cycle times. A well-optimized design avoids these trade-offs by distributing material evenly throughout the part.
Weld lines present another significant challenge, particularly in parts with internal holes or multiple gates. These lines form where separate flow fronts meet. If the material temperature is too low at the point of contact, the bond will be weak. Strategic gate placement ensures these lines don't occur near high-stress points or critical mounting locations. Balancing part geometry with the mold's thermal profile helps these fronts fuse more effectively, maintaining the part's mechanical durability.
Designing for Surface Finish and Coating
Industrial components frequently require secondary processes to withstand harsh environments. When preparing for protective coatings for outdoor electronics, the mold's surface texture plays a decisive role in adhesion. A polished surface might look premium, but a slightly textured finish, achieved through chemical etching or bead blasting, provides the necessary "tooth" for powder or ceramic coatings to bond effectively.
Textured surfaces demand specific draft requirements. While a smooth wall might only need 1 degree of draft, a heavy industrial texture may require 3 degrees or more to prevent scuffing during ejection. If the geometry includes deep recesses or complex undercuts, uniform coating application becomes difficult. Part designers must ensure all surfaces are accessible to spray patterns or dipping processes to avoid unprotected gaps. Failure to account for these finishing steps during the initial injection mold design can lead to peeling, corrosion, or premature part degradation. You can contact our engineering team to verify if your current part geometry is optimized for industrial-grade finishing and long-term environmental resistance.
Transitioning from Design to Mass Production in Malaysia
The final phase of an industrial project is often the most critical. Moving from a validated injection mold design to a fully operational production line requires deep logistical coordination and technical oversight. Selecting a plastic injection molding manufacturer with end-to-end capabilities eliminates the fragmentation that often leads to communication errors and production delays. By consolidating R&D, tooling, and mass production under one roof, Keiteq Co Ltd ensures that the technical intent of the original design remains intact through every manufacturing stage.
Utilizing plastic injection molding services in Malaysia provides a strategic buffer against global supply chain volatility. Malaysia's industrial infrastructure is mature, offering a reliable balance of technical expertise and cost-efficiency. With the 0% import duty on injection molding machines under the ACFTA Order 2024, Malaysian facilities are well-equipped with modern, high-precision equipment. This stability is essential for maintaining production schedules when resin prices or international shipping routes face disruption.
Scaling with Malaysia-Based Manufacturing
Integrated hardware projects require more than just plastic parts. Leveraging electronic manufacturing services in Malaysia allows for the simultaneous production of enclosures and internal circuitry. Keiteq Co Ltd manages this complexity for high-stakes projects like outdoor payment terminal assemblies. This holistic approach ensures that the injection mold design accounts for the precise tolerances needed for electronic component housing and environmental sealing. Consolidating these processes reduces the risk of assembly misalignments during the final mass production phase.
Finalizing the Production Strategy
Before committing to expensive hard tooling, a final DFM audit is non-negotiable. This step bridges the gap between soft tooling prototyping and mass production. Soft tooling allows you to test functional fits and aesthetic finishes at a lower cost, but the transition to hardened steel requires a final verification of cooling cycles and ejection mechanics. Once the first production run begins, establishing clear quality benchmarks ensures that every batch meets the required industrial standards for strength and compliance. This disciplined transition is what separates a successful product launch from a costly engineering failure.
If you're ready to scale your industrial project, we invite you to engage with our local engineering team. Request for Quotation or a Request to contact us for further details regarding our specialized injection mold design and mass production services in Malaysia. Keiteq Co Ltd provides the technical stability and regional expertise required to move your complex hardware from the design board to the global market.
Securing Long-Term Stability in Mass Production
Precision during the initial engineering phase is the only way to secure predictable manufacturing outcomes. By prioritizing a rigorous injection mold design, you eliminate the technical risks that lead to structural failure and production bottlenecks. This guide has detailed how uniform wall thickness, advanced conformal cooling, and strategic gate placement serve as the foundation for high-volume success. Design errors are costly. Our engineering team manages the technical complexity to protect your investment throughout the product lifecycle.
Our facility in Malaysia offers the logistical competence and technical expertise necessary for complex hardware. We specialize in outdoor payment terminal assembly and high-performance industrial coatings, providing a stable manufacturing environment from initial R&D through mass production management. For professional manufacturing support and high-precision results, Request for Quotation or contact us for further details regarding our services in Malaysia. We look forward to facilitating your transition into the global supply chain with confidence.
Frequently Asked Questions
What is the most common mistake in injection mold design?
The most common mistake is neglecting a comprehensive Design for Manufacturing (DFM) analysis during the early engineering phase. This oversight often leads to non-uniform wall thicknesses, which cause differential cooling and significant part warpage. By the time these errors are discovered during the first production run, correcting the steel tooling is both expensive and time-consuming. Prioritizing injection mold design accuracy from the start prevents these costly mid-project revisions.
How does wall thickness affect the cost of injection molding?
Wall thickness is the primary driver of cycle time, which accounts for the majority of part production costs. Because cooling represents approximately 70% of the total cycle, thicker sections require exponentially more time to solidify before ejection. Designing parts with the minimum required thickness for structural integrity maximizes factory throughput. This efficiency is critical for maintaining profitability, especially when resin prices are volatile in the global market.
Can I use the same mold design for different types of plastic resins?
You cannot use a single mold for different resins because every polymer has a unique shrinkage rate. A mold engineered for ABS will produce parts with different dimensions if used with Polypropylene or Polycarbonate. Injection mold design must be precisely calculated based on the specific material's thermal expansion and contraction properties. Using the wrong resin often leads to assembly failures due to parts falling outside of specified tolerances.
What is the difference between a cold runner and a hot runner mold?
A cold runner mold produces a solid plastic channel that must be trimmed and recycled after every cycle. Hot runner systems use a heated manifold to keep the plastic molten, allowing it to be injected directly into the part cavity without creating waste. While hot runners involve a higher upfront tooling cost, they significantly reduce material waste and cycle times. This makes them the preferred choice for high-volume industrial projects in Malaysia.
How many cycles can a typical injection mold last?
A high-quality mold constructed from hardened tool steel typically lasts for over one million cycles with consistent maintenance. In contrast, soft tooling or aluminum molds are designed for prototyping and generally fail after 1,000 to 10,000 cycles. The longevity of the tool depends on the abrasiveness of the resin and the complexity of the internal moving parts. Regular servicing is essential to prevent mechanical wear and ensure long-term production reliability.
Why is draft angle so important for mold release?
Draft angles are essential because they break the vacuum between the plastic part and the steel mold surface during ejection. Without an adequate draft, the part will drag against the cavity walls, causing visible scuff marks or structural deformation. Industrial parts with heavy surface textures require even larger draft angles to ensure the texture doesn't catch on the mold. Proper draft design protects both the part's aesthetic finish and the mechanical integrity of the ejection system.
How can I reduce the lead time for mold manufacturing?
You can reduce lead times by consolidating your R&D and tooling phases with a single integrated partner. Leveraging localized services in Malaysia minimizes the logistical delays often associated with international shipping and customs clearance. Additionally, performing a final DFM audit before cutting steel prevents the need for iterative tooling adjustments. This streamlined approach ensures that your project moves from the design board to the production floor as efficiently as possible.
What industries benefit most from precision injection mold design?
Industries requiring high-performance hardware, such as medical device manufacturing, automotive, and telecommunications, benefit most from precision engineering. Our facility specializes in complex assemblies like outdoor payment terminals that must withstand harsh environmental exposure. These sectors rely on optimized mold designs to ensure that every component meets rigorous safety and durability standards. High-precision tooling is the only way to guarantee the consistent quality required for these demanding industrial applications.






















Comments